Термообработка аппарата с плакирующим слоем на ПО «Нижнекамскнефтехим»
В 1983 году на ПО «Нижнекамскнефтехим» при ремонте абсорбера возникла необходимость в термообработке плакирующего слоя. Сложность работы заключалась в том, что требовалась термообработка значительной части поверхности корпуса аппарата (два значительных участка наплавки плакирующего слоя) при невозможности полного удаления внутренних устройств (опорные элементы и перегородки).
С теплотехнической точки зрения абсорбер является сложным сооружением. Он изготовлен из биметалла: сталь 09Г2С + сталь 12Х18Н10Т, толщина стенки 40+5 мм, диаметр 5500 мм, высота около 40 м, масса свыше 300 т. Поскольку основной задачей термообработки ставилось снятие остаточных напряжений, вопрос о температуре нагрева решатся однозначно: она должна быть не ниже 580ºС. Ряд других вопросов, связанных с термообработкой нагревом изнутри, предстояло решать впервые в отечественной практике. В числе их:
- назначение скоростей нагрева и охлаждения;
- допустимые перепады температур по толщине стенки и периметру изделия;
- схема ввода теплоносителя во внутреннюю полость абсорбера;
- обеспечение устойчивости аппарата при температуре 600ºС;
- контроль режима термообработки.
Во время рассмотрения данной работы рассматривались два варианта термообработки абсорбера после восстановительного ремонта: в печи и способом нагрева изнутри.
Реализация первого варианта включает в себя демонтаж абсорбера, транспортировку на завод изготовитель, термообработку в печи, возвращение на место эксплуатации и монтаж в рабочую линию.
По второму варианту необходимо разработать проектно-технологическую документацию на термообработку, произвести подготовку абсорбера к нагреву (установку теплоизоляции, обустройство площадок обслуживания и размещение оборудования для нагрева, демонтаж внутренних съёмных элементов) и выполнить термообработку. В этом случае отпадает необходимость в демонтаже, транспортировке и последующем монтаже абсорбера. Исключение этих операций позволяет уменьшить время на обеспечение термообработки и сэкономить затраты на термообработку.
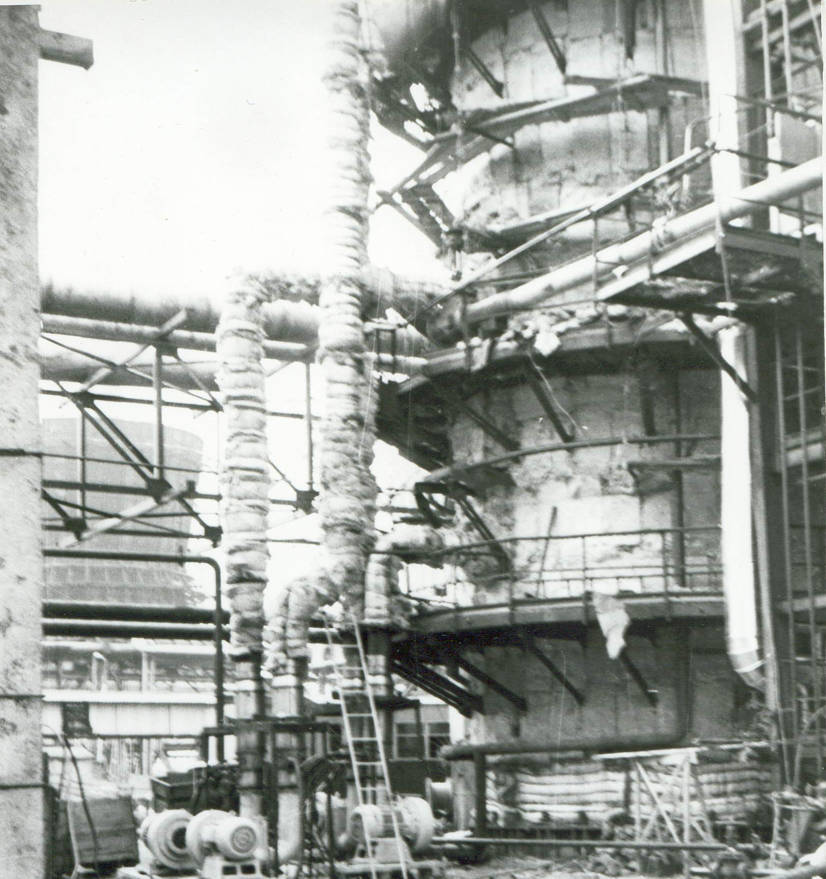
Предполагалось, что деление внутреннего пространства аппарата на относительно изолированные отсеки затруднит циркуляцию теплоносителя и, соответственно, ухудшит равномерность нагрева. Поэтому была принята технология термообработки абсорбера способом нагрева изнутри, предусматривающая термообработку всего корпуса аппарата по режиму высокого отпуска при условии ввода теплоносителя в пять точек на разных уровнях в отдельных отсеках аппарата (фото 1).
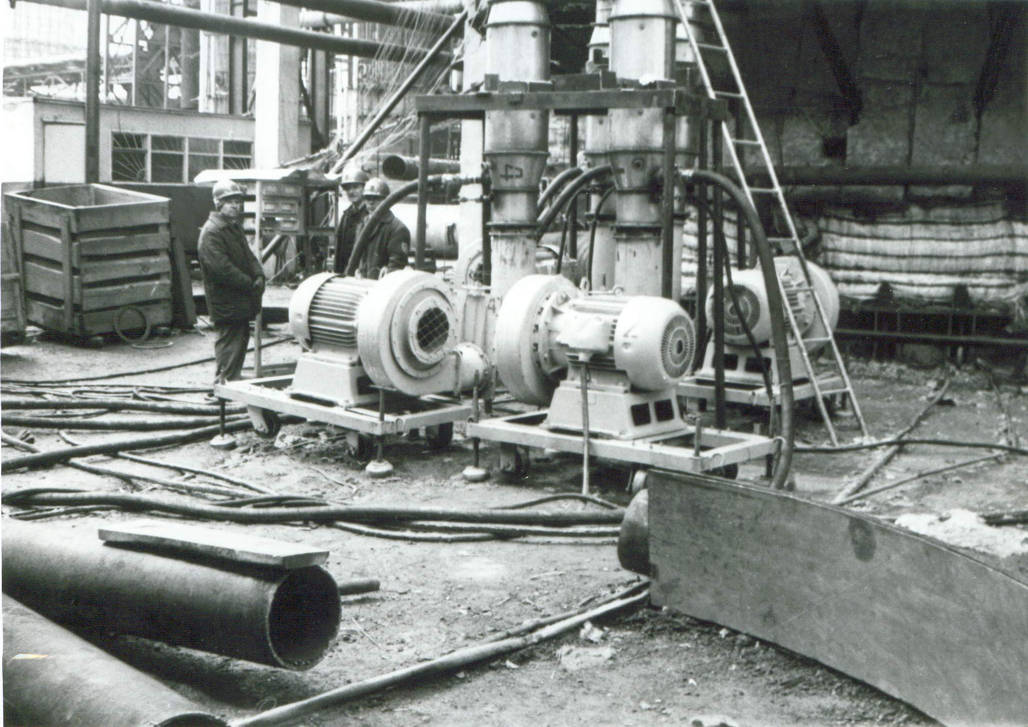
Выбор схемы подачи теплоносителя в абсорбер и размещение оборудования определялись с учётом результатов практического внедрения внепечного способа нагрева изнутри и конструктивных особенностей абсорбера. Внутри абсорбера располагались четыре туннельных и тридцать одна клапанных тарелки, съёмные элементы которых удалялись из аппарата. Термическая обработка на монтажной площадке предъявляет особые требования к универсальности и мобильности оборудования. В связи с этим основными рабочим элементами являлись 5 теплогенераторных установок, работавших на природном газе. Каждая теплогенераторная установка работала и регулировалась автономно. Подсоединение теплогенераторов к распределительной гребёнке газопровода осуществлялось резинотканевыми рукавами, а к дутьевым вентиляторам трубопроводами (фото 2).
Кроме того, были разработаны и установлены специальные устройства — «преобразователи потока», назначение которых в том, чтобы потокам теплоносителя придать вращательное движение и приблизить их к стенкам аппарата. Поскольку теплогенераторные установки на природном газе с вентиляторными установками из-за значительных габаритов и массы невозможно было поднять до отметки проектного ввода теплоносителя, их расположили на нулевой отметке, а теплоноситель вводили по теплоизолированным трубопроводам из теплоустойчивой стали, расположенным снаружи корпуса аппарата (фото 1). Управление процессом термообработки осуществляли, изменяя температуру и количество теплоносителя. Температуру контролировали с помощью 48 термопар, установленных поясами на 12 уровнях. Фактический режим термообработки показал принципиальную возможность такой технологии и её эффективность, несмотря на техническую сложность.
По завершению термообработки были проведены исследования образцов-свидетелей, прошедших термообработку совместно с основным аппаратом, в их числе:
- макроструктурный анализ;
- замер твёрдости;
- микроисследование;
- механические испытания и металлографический контроль.
Как свидетельствуют проведённые исследования механические свойства, твёрдость, макро- и микроструктура сварных соединений как со стороны корпуса (биметалл), так и со стороны вставки после термической обработки соответствуют всем нормативным документам.
Выполненная работа на практике доказала принципиальную возможность термической обработки способом нагрева изнутри крупногабаритной аппаратуры с внутреннею полостью, не свободной от различного рода выступов полуглухих и глухих перегородок. Далее, на конкретном случае показано, что предусмотрев относительно не трудоёмкие мероприятия без существенных материальных затрат, можно решить задачу устойчивости аппарата, термообрабатываемого на месте его эксплуатации.
Наконец, практически подтверждена возможность разработки и реализации такой технологии нагрева внепечным способом, при которой временные напряжения, возникшие от перепада температуры по толщине стенки и по поверхности изделия, не только не превышают величин, приводящих к пластическим деформациям в зонах изделия, свободных от остаточных напряжений, но оказываются даже меньшими напряжений, обусловленных рабочим давлением.
Что касается конкретного абсорбера, то следует заключить, что все работы — от согласования объёма до завершения термообработки — выполнены менее, чем за 2 месяца, а высокое качество термообработки подтверждено документально.
