Термическая обработка сферического резервуара вместимостью 600 м3
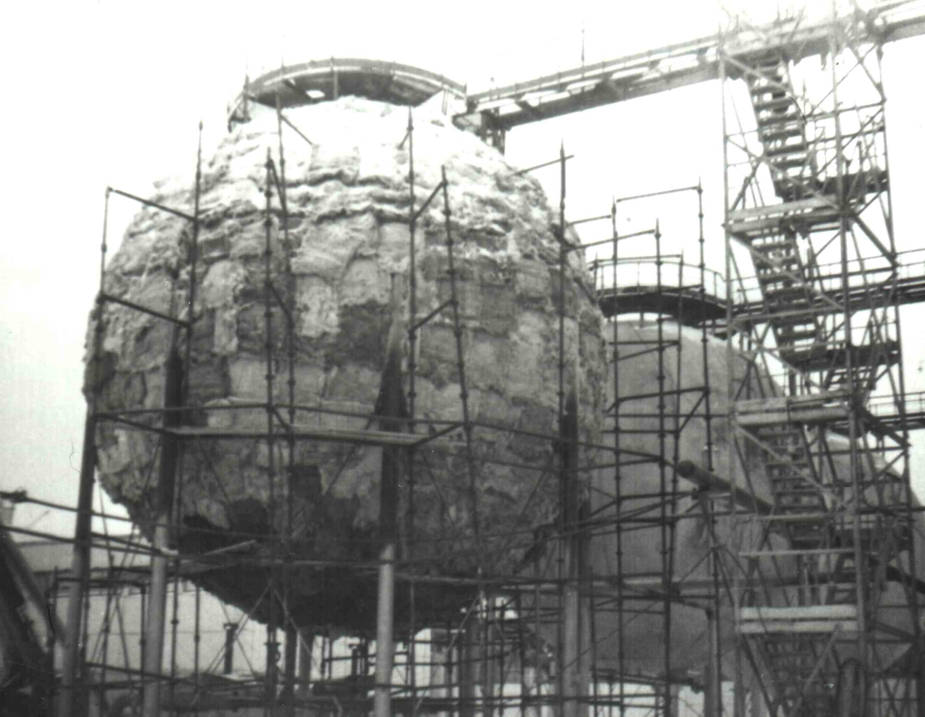
Работа проводилась в 1982 году на предприятии «Нижнекамскнефтехим» в Татарии. Диаметр резервуара из стали 09Г2С составляет 10,5 м, толщина стенки 24 мм, масса 60 т (фото).
Термическая обработка выполняется комплектом оборудования (см. рис.), размещаемым у нижних штуцеров сферического резервуара и состоящим из двух теплогенераторных установок.
Оборудование включает преобразователи потока и распределители для обеспечения равномерности нагрева сферического резервуара, дроссель для регулировки скорости выхода отработанного теплоносителя из внутренней полости сферического резервуара и пульт управления, в состав которого входят милливольтметры. Последние предназначены для контроля температуры теплоносителя при выходе из теплогенераторной установки и термообрабатываемой конструкции. С помощью потенциометров измеряют температуру нагрева корпуса термообрабатываемой конструкции в различных её зонах.
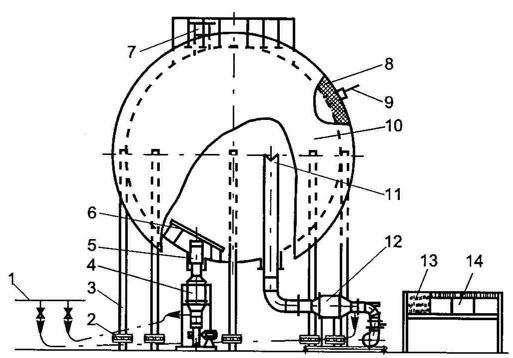
Рис. Схема размещения оборудования для объёмной термической обработки сферических резервуаров вместимостью 600 м3 нагревом изнутри
1 — газопровод; 2 — катковые опоры; 3 — стойки резервуара;
4 — теплогенераторная установка №1; 5 — преобразователь потока;
6 — распределитель теплогенераторной установки №1; 7 — дроссель;
8 — теплоизоляция; 9 — термоэлектрический преобразователь;
10 — сферический резервуар;
11 — распределитель теплогенераторной установки №2;
12 — теплогенераторная установка №2; 13 — милливольтметр 4500;
14 — автоматические регистрирующие потенциометры КСП-4
Схема работы поста предусматривает автоматическое аварийное отключение при понижении давления газа и воздуха ниже допустимых пределов.
Термическую обработку проводили по режиму высокого отпуска до 600–650 ºС со скоростью не более 30ºС/час с выдержкой в течение 2 часов и замедленным охлаждением со скоростью не более 30ºС/час. Общий цикл термической обработки составил 72 часа. Для обеспечения сохранности оболочки резервуара при её расширении и усадке при охлаждении в стойки резервуара на время термообработки вставляли временные катковые (роликовые) опоры (см. рис.). Температуру нагрева контролировали с помощью 40 термоэлектрических преобразователей. Резервуар покрыт теплоизоляцией из минераловатных матов толщиной 200 мм. Разница температуры между отдельными точками замера не превышала 30 ºС. При проведении после окончания термообработки ультразвукового контроля сварных швов, микротрещины в сварных швах не обнаружены. Геометрические размеры резервуара не изменились.
Температуру нагрева между отдельными зонами резервуара выравнивали с помощью преобразователя распределителей потока, а скорость нагрева регулировали путём изменения расхода теплоносителя с помощью дросселя наверху резервуара и шиберов на теплогенераторах.
